

RFID-tehnoloogia mootorite montaažiliinil
1. RFID-süsteemi rakendamine mootori montaažiliinil
(1) Elektroonilise sildi initsialiseerimine
①Töötaja sisestab 0-jaama arvutisse mootori mudeli ja väljundteabe;
②Lugeja kirjutab elektroonilise sildi ID-numbri teabe, et elektroonilise sildi initsialiseerimine lõpule viia;
③ ID-teabega elektrooniline silt lisatakse koos mootori alusega võrku.
(2) Elektroonilise sildi teabe lugemine ja kirjutamine
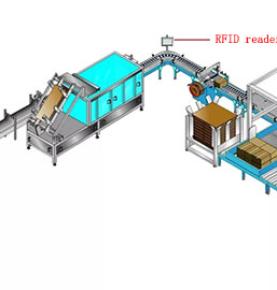
①Kokkupandav mootor transporditakse montaažijaama lähedusse, piirlüliti blokeerib aluse automaatselt ja lugeja saab andmeteabe ning edastab selle MES-ile;
②Vastavalt iga elektroonilise sildi sisule kuvab jaama arvuti jaama paigaldatavate osade nime ja mudeli ning teeb manipulaatori või töötajaga koostööd korrektseks tööks;
③ Pärast ülesande täitmist andke täidetud ülesande teave tagasi MES;
④ Pärast seda, kui lugeja on jaama teabe elektroonilisele sildile kirjutanud, lülitatakse piirlüliti sisse ja alus toimetatakse järgmisse jaama. Sõltuvalt sildil salvestatud töötlemisteabest toimetatakse mootor järgmistesse jaamadesse.
(3) Elektroonilise sildi teabe väljavõtmine
①Kui mootor ei läbi kontrolli, siseneb see automaatselt remondipiirkonda. Lugeja võtab kirjaliku teabe välja, võrdleb seda MES-is salvestatud asjakohase teabega ja kuvab rikke põhjuse remondijaama arvutis koos vastavate jaama lahendustega jne;
② Sisestage remondiprotseduur, remont on lõpetatud ja hooldusteave kirjutatakse sildile.
(4) Tühjendage elektroonilise sildi teave
① Lugeja loeb sildilt teavet ja salvestab selle andmebaasi;
② Elektroonilise sildi teave kustutatakse ringlussevõtu hõlbustamiseks.
2. RFID-tehnoloogia rakenduse eelised mootori montaažiliinil sekkumiseks
Enne RFID-tehnoloogia rakendamist kasutati vöötkooditehnoloogiat peamiselt konveieril ja tooteteave salvestati andmebaasi, mis nõudis suurt võrguühenduse kiirust ja töökindlust ning nõudis suure jõudlusega ja suure mahutavusega andmebaasi:
1. Edastusprotsessi ajal sisestatakse iga lingi teave käsitsi, mis on altid vigadele, mistõttu tööd ei saa normaalselt ühendada ning see mõjutab tootmisprotsessi ja taktiaega.
2. Kui leitakse tootedefekt, on mittetäielike tõenäosusandmete tõttu võimatu leida tootedefekti eest vastutavat tööjaama.
3. Seadmete ja osade veakindlus sõltub suuresti inimestest ning veakindluse efektiivsus on madal. Pärast RFID-tehnoloogia rakendamist lahendatakse ülaltoodud probleemid hõlpsalt. See suudab dünaamiliselt salvestada iga jaama töösisu teavet ja tagada teabe jaamade vahel. Ühendus ja teabe edastamine on täpne, kiire ja lühidalt selge; RakendustarkVaraga kombineeritult saab ülemise kihi võrk jälgida saidi tegelikku olukorda ja mootori logistika jälgitavust; mis veelgi olulisem, tootmisprotsessi andmed salvestatakse. Sildil saab vähendada võrgu paigaldamise kulusid ning suletud asukoht ja osa ei vaja isegi terminali laiendust ning tootmisprotsessi andmeid saab säilitada ka infosüsteemi katastroofi korral.
Contact: Adam
Phone: +86 18205991243
E-mail: sale1@rfid-life.com
Add: No.987,High-Tech Park,Huli District,Xiamen,China



 Adam
Adam